Вакуумная пайка как эффективный метод повышения надежности электрических соединений в условиях серийного производства

Рис 1. Рис. 1. а) фото собранного изделия. Исследуемые паяные соединения бескорпусного кристалла помечены желтым цветом; б) рентгеновское изображение паяного соединения бескорпусного кристалла, полученного методом стандартной пайки оплавлением; в) рентгеновское изображение паяного соединения бескорпусного кристалла, полученного с помощью вакуумной пайки оплавлением
Компания Continental (г. Нюрнберг, Германия) специализируется на производстве электронных сборок высокой сложности для автомобильной отрасли. Паяные соединения с небольшой пустотностью, которые невозможно реализовать с помощью стандартной технологии оплавления, необходимы для изготовления новых гибридных сборок, используемых в автомобильной промышленности. Компания SMT Maschinen (г. Вертгейм, Германия) создала систему, в которой стандартная пайка оплавлением комбинируется с вакуумным процессом. Система позволяет уменьшить количество пустот в соединениях, обеспечив их соответствие самым строгим требованиям.
Cистема вакуумной пайки, созданная для работы в составе автоматизированной линии, обладает модульной конструкцией, что позволяет использовать в составе установки нагрева- тельные модули различного размера, вакуумные камеры разного типа, одно-, двух- и трехдорожечные конвейерные системы и несколько вариантов модулей охлаждения.
Таким образом, эту систему можно модифицировать в зависимости от требуемой производительности и типа выпускаемой продукции.
Процесс пайки в установке может проводиться не только с использованием вакуумного модуля, но и в классическом режиме, без вакуумирования, в воздушной или инертной атмосфере с применением азота. Таким образом, пользователь получает в свое распоряжение систему, которая обеспечи- вает соответствие всем требованиям, предъявляемым к процессу оплавления. В этой публикации обсуждается вакуумная пайка и пустотность паяных соединений в изделиях, изготовленных компанией Continental.
Паяные соединения и пустоты
 и вакуумного (зеленым) процессов пайки оплавлением. Во втором случае пустоты из жидкого припоя
удаляются с помощью вакуума, после чего изделие охлаждается")
Рис. 2. Сравнение стандартного (красным цветом) и вакуумного (зеленым) процессов пайки оплавлением. Во втором случае пустоты из жидкого припоя удаляются с помощью вакуума, после чего изделие охлаждается
Бескорпусные кристаллы размером 5,4×3,4×0,3 мм припаиваются в бессвинцовом процессе оплавления. Из-за пустот, представляющих собой газообразные включения в паяном соединении, уменьшается теплопроводность между печатной платой и компонентами устройства [1–2]. При протекании через них больших токов, как это происходит при использовании рассматриваемых бескорпусных ИС, выделяющееся тепло рассеивается хуже, что приводит к повышению температуры и, в конечном счете, к ухудшению характеристик компонентов, в т.ч. уменьшению срока службы [3].
Процент пустот в паяных соедине- ниях можно уменьшить, повысив, таким образом, их теплопроводность с помощью вакуумной пайки.
На рисунках 1б–в представлены рентгеновские изображения паяного соединения бескорпусного кристалла, полученного путем стандартной пайки и рассматриваемой в этой статье пайки оплавлением с вакуумным процессом. Качественный анализ двух этих изображений ясно показывает, что в первом случае в соединении имеется множество пустот, распределенных по его значительной части, тогда как во втором случае пустотность практически отсутствует.
На рисунке 2 в схематичном виде изображены два процесса – стандартного оплавления и оплавления с использованием вакуумного процесса. Паяльная паста расплавляется горячим воздухом или инертным газом N2. При охлаждении и затвердении паяных соединений образуются газообразные включения. Во втором случае припой нагревается и расплавляется аналогичным образом. В вакуумной каме- ре пустоты вытягиваются и покидают поверхность соединения. Таким образом, его пустотность уменьшается, а теплопроводность увеличивается, что положительно сказывается на характеристиках компонентов.
Вакуумный процесс оплавления

Рис. 3. а) Фото системы вакуумной пайки SMT QP S Vac. Вакуумный модуль (показан темным цветом) расположен между активной зоной конвекции (состоящей из зоны предварительного нагрева и зоны гибкого регулирования температурного профиля) и зоны охлаждения (справа от модуля); б) измеренный температурный профиль бескорпусной ИС в зависимости от времени. Фактическая продолжительность вакуумного процесса обозначена зеленым цветом; в) профиль вакуумного процесса в зависимости от времени
На рисунке 3а представлена система вакуумной пайки, созданная компанией SMT Maschinen. Изделия перемещаются по конвейеру печи слева направо. Левая часть системы пайки состоит из зон предварительного и пикового нагрева с нагревателями, расположенными в верхней и нижней нагреватель- ной камерах (Quattro Peak).
Вакуумный модуль (см. рис. 3а) находится справа от нагревательной камеры. Модуль оснащен дополнительной зоной пикового нагрева, позволяющей более гибко регулировать температурный профиль процесса пайки. В этой общей зоне оплавления изделие подвергается конвекционному нагреву воздухом, пока не расплавится припой.
Изделие с уже расплавленным припоем перемещается из зоны конвекции в вакуумную камеру, в которой осуществляется откачка воздуха. Затем изделие транспортируется в зону охлаждения (см. пра- вую часть системы на рисунке 3а), где охлаждается воздухом или азотом до заданной температуры. Протяженность зон нагрева и охлаждения выбирается в индивидуальном порядке в зависимости от производительности линии.
Тип вакуумной камеры выбирается в соответствии с размерами печатных плат, составляющими 510×320 мм. Для плат размером 600×450 мм используются камеры другого типа. На рисунке 3б показан температурный профиль пайки бескорпусных кристаллов, измеренный с помощью термопрофайлера. В момент времени t=0 с изделие поступает в первую зону предварительного нагрева. В момент t=118 с оно транспортируется в зону пикового нагрева. Температура плавления припоя (ликвидус) составляет 219°C. Температурный профиль вакуумного процесса помечен полосой темного цвета на рисунке 3б.
Вакуумная камера нагревается до той же температуры, что и изделие. Тепловое равновесие между камерой и изделием обеспечивается взаимным обменом тепловой энергией путем теплового излучения, что гарантирует сохранение температуры изделия даже в вакууме. В таких условиях припой остается в жидком состоянии в течение всего процесса вакуумирования.
На рисунке 3 в показан график изменения давления при проведении вакуумного процесса. Для наглядности периоды времени, в течение которых протекает вакуумный процесс, показаны зеленым цветом. Время начала и завершения вакуумирования изделия помечены стрелками. После перемещения изделия с расплавленным припоем в вакуумную камеру она закрывается (см. незакрашенную часть рисунка 3в слева).
Далее воздух в камере откачива- ется, и поддерживается вакуум, а спустя некоторое время она постепенно заполняется воздухом или азотом (см. затемненные участки на рисунках 3б–в).
Длительность откачки, конечное давление, время удержания вакуума и заполнения задаются в индивидуаль- ном порядке, а давление можно опу- скать до 5 мбар.
По завершении вакуумного про- цесса камера открывается, и изделие с жидким припоем перемещается в зону охлаждения, в которой припой затвердевает под воздействием потока холодного воздуха или азота.
Статистическая оценка числа пустот в паяном соединении

Рис. 4. Измеренная частота распределения площади пустот паяного соединения. Относительная площадь пустот, возникших в результате вакуумной пайки оплавлением, с учетом их частоты распределения составила менее 1%, тогда как стандартный процесс пайки оплавлением не позволил довести этот показатель до уровня менее 10%
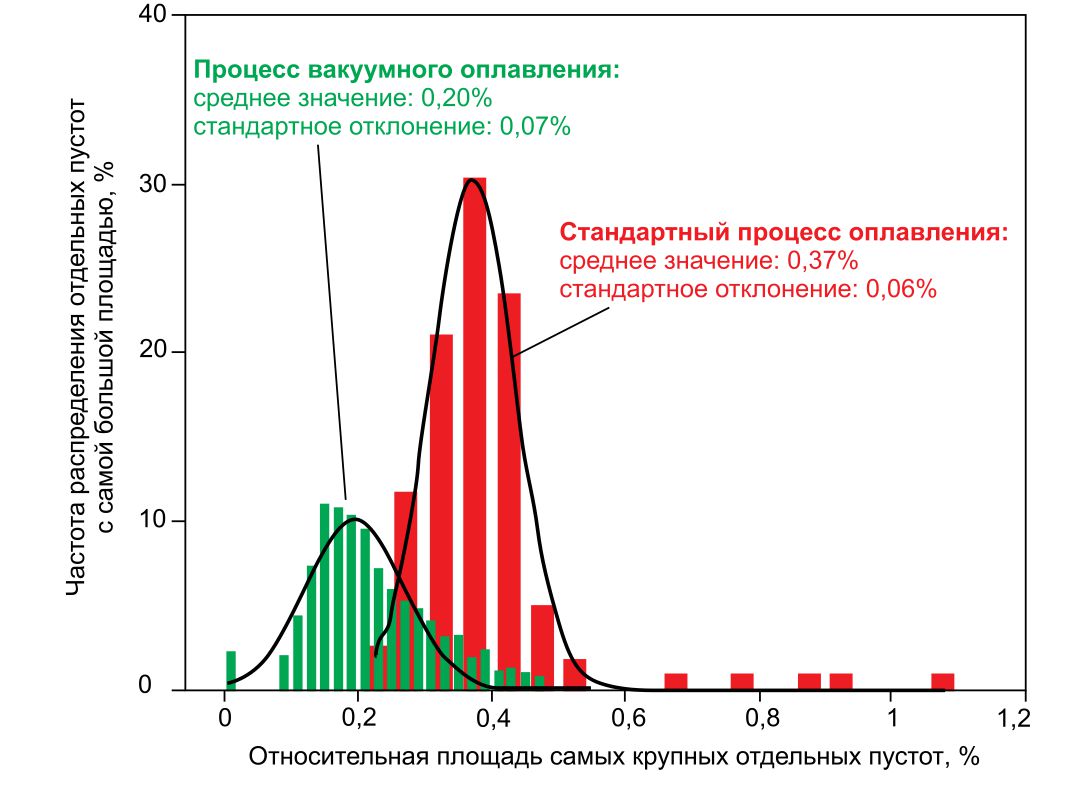
Рис. 5. Измеренная частота распределения самых крупных пустот на поверхности паяного соединения. Относительная площадь самых крупных пустот, возникших в результате вакуумной пайки оплавлением, с учетом их частоты распределения составляет менее 0,6%. Аналогичный показатель при использовании стандартного процесса пайки оплавлением не опускается ниже 1%
Согласно спецификации, согла- сованной с заказчиком, доля пустот не должна превышать 10% от площади паяного соединения между бескорпусным кристаллом и поверхностью DCB-подложки. Мы проанализируем данные, полученные у компании Continental, чтобы сравнить эффективности вакуумного и стандартного процессов оплавления.
В новой системе очистки, образующиеся в процессе пайки пары флюса и другие загрязнения, разбиваются и поглощаются специальным гранулированным материалом.
В стандартном процессе оплавле- ния применялся тот же температурный профиль, что и в вакуумном процессе. Отсутствие вакуумной камеры в стандартном процессе компенсировалось меньшей скоростью перемещения изделия. Таким образом, изделия находились в зоне пикового нагрева одинаковое время. Время, проведенное ими при температуре выше точки плавления, в обоих случаях тоже не различалось.
Мы проанализировали рентге- новские изображения 119 паяных соединений, полученных в результате стандартной пайки оплавлением, и 1806 соединений, полученных с помощью вакуумной пайки оплавлением.
На рисунке 4 представлена измерен- ная частота распределения относительной площади пустот на поверхности паяного соединения. Прямоугольные столбики соответствуют результатам измерений; кривые черного цвета – гауссовы распределения, хорошо согласующиеся с полученными результатами.
В случае со стандартным процессом оплавления (см. красные столбики на рисунке 4) средний процент пустот в паяном соединении составил 7,9%.
Ширина нормального распределения определяется т. н. среднеквадратичным отклонением σ; при использовании стандартного процесса пайки этот показатель составил 2,1%. Соответствие технологического процесса требованиям, которое определяется индексом CpK, с учетом результатов распределения и заданного значения относительной площади пустот (<10%), составило всего 0,3. Этот индекс намного меньше требуемого CpK, который, по крайней мере, должен быть равен 1,7.
Заметим, что CpK определяется следующим образом:  где xО pK, заданный верхний предел
(в данном случае – 10%); μ – среднее
значение; σ – среднеквадратичное
отклонение.
где xО pK, заданный верхний предел
(в данном случае – 10%); μ – среднее
значение; σ – среднеквадратичное
отклонение.
На рисунке 4 полученные результаты отражены в графическом виде. У большей части соединений, созданных с помощью стандартного метода пайки (красные столбики), частота распределения относительной площади пустот превысила 10%. Эти соединения и соответствующие изделия были отбракованы.
Поскольку в каждом изделии были установлены семь бескорпусных кристаллов, число изделий, у которых частота распределения относительной площади пустот оказалась ≥10%, в семь раз превысила допустимый уровень. Таким образом, индекс CpK для стан дартного процесса оплавления не соответствует заданным требованиям.
Напротив, среднее значение процента пустот в соединениях, созданных с помощью вакуумного процесса пайки оплавлением, составил 0,63% (см. зеленые столбики на рисунке 4). Среднеквадратичное отклонение в этом случае равно всего 0,39%. В результате индекс CpK достиг 8,0. Разность между средним значением и верхним пределом 10% допуска на относительную площадь пустот в 24 раза превысила среднеквадратичное отклонение. Таким образом, при использовании вакуумной пайки легко реализуется показатель управления качеством 6σ (99,99966% выхода без дефектов), и в полной мере гарантируется соответствие технологического процесса заданным требованиям.
Заметим, что важна не только совокупная процентная доля пустот на поверхности паяных соединений, но и относительная доля самых крупных пустот. Этот показатель в значительной мере определяет теплопроводность соответствующих участков бескорпусного кристалла. И в данном случае, чем меньше доля самых крупных пустот, тем выше теплопроводность паяного соединения. На рисунке 5 представлено распределение частоты появления самых крупных пустот в зависимости от их относительной площади. В этом случае исследовались те же паяные соединения, что и в предыдущем анализе. При использовании стандартного метода пайки (см. красные столбики на рисунке 5) среднее значение составило 0,37%, а среднеквадратичное отклонение – 0,06%. На долю самых крупных пустот пришлось более 1% площади паяного соединения. Размер остальных пустот уменьшается при использовании вакуумного процесса. Распределение относительной площади пустот (см. зеленые столбики на рисунке 5) смещается в сторону меньших значений при средней величине 0,2% и стандартном отклонении равно 0,07%. И в этом случае видно, что вакуумный процесс позволяет существенно уменьшить критический показатель, повысив качество паяных соединений.
Выводы
Система оплавления с использованием вакуумной пайки, созданная компанией SMT Maschinen, сочетает в себе преимущества опробованного метода пайки оплавлением и простого вакуумного процесса, позволяя повысить соответствие техпроцесса требованиям. Благодаря этому комбинированному методу относительная доля пустот в паяном соединении не превышает 1% площади, что в полной мере находится в соответствии со строгими требованиями, предъявляемыми к пайке. Кроме того, такой невысокий показатель позволяет использовать изделия в автомобильных приложениях. Статистические оценки показывают, что возможности технологического процесса в рассмотренных случаях превышают 6σ.
Литература:
1. W. B. Hance, Lee Ning-Cheng. Poreing Mechanisms in SMT, Soldering & Surface Mount Technology. 13. 1993.
2. N. Zhu. Thermal impact of solder voids in the electronic packaging of power devices. Semiconductor Thermal Measurement and Mana- gement Symposium. Fifteenth Annual IEEE. 1999.
3. S. T. Nurmi, J. J. Sundelin, E. O. Ristolainen, T. Lepisto. The influence of multiple reflow cycles on solder joint voids for lead-free PBGAs. 2003. Soldering & Surface Mount Technology. Vol. 15. Iss. 1.